齿轮模数计算公式
的有关信息介绍如下:计算公式:模数m = 分度圆直径d / 齿数z = 齿距p /圆周率π。
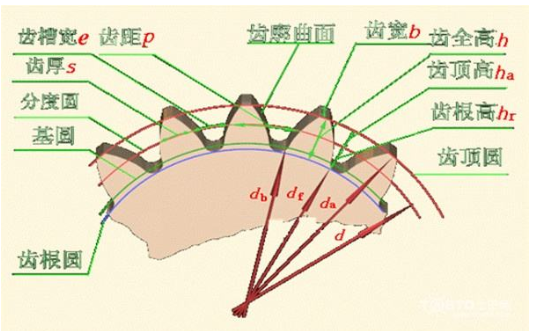
齿轮模数被定义为模数制轮齿的一个基本参数,是人为抽象出来用以度量轮齿规模的数。在齿轮设计中,模数是决定轮齿大小的决定性元素。不同国家对模数的定义方法有所区别,最典型的就是国际标准(除英国外,包括中国在内的其余国家的标准都与国际标准接轨)和英制标准。
国际标准定义模数的原理是:定义单个轮齿在分度圆(齿轮)/ 或线(齿条)出占有的圆弧(齿轮)/ 直线(齿条)的长度, 其长度为π * m,m 即为模数。
从这里可以看出,模数是有单位的,其标准单位为毫米(mm)。很多人,习惯于模数简写,譬如,模数为1mm的齿轮,简写m=1; 大家都逐渐接受这种写法,因此也是可以的。 但是,个别对齿轮模数理解不够深刻的同仁,认为模数没有单位,这个概念是错兄枣误的。
扩展资料
小模数齿轮冷挤成型工艺,在国内正式用于生产也就是近20 多年的时间,目前小模数齿轮冷挤成型工艺,主要应用于汽车起动电机、单向离合器等关键部件上。
以及单向离合器上的驱动齿轮和减速行星齿轮及内齿圈的生产上,齿轮模数一般在4 mm 以下。冷挤成形齿轮的材料一般采用低碳钢、中碳钢、低碳合结钢、铜材、铝材等。
延伸性好,冷硬效果低的金属材料均可用作冷挤竖裂成型材料。冷挤成型的齿轮精度一般在GB/T100958-12 级,成形齿轮的精度取决于模具的精度。
国内冷挤齿轮模具的加工都采用电火花加工成形,用高精度进口慢走丝线切割机加工的齿轮凸、凹模精度在GB/T10095 6~7级之间,最高也可以达到5 级。冷挤成形的齿轮精度要比模具齿轮凸、凹模精度羡纤拆低1~2级。
如再经过热处理,因热处理变形,齿轮精度等级还会下降1~2 级。因此,齿轮最终精度最高只能达到GB/T10095 8 级。冷挤齿轮的精度与模数之间也存在一定的关系,热处理的变形与模数之间也存在很大的关系。模数小,齿轮精度等级的变化相对也较小一些。
参考资料来源:百度百科-齿轮模数