数控编程中 IJK 分别意思是什么
的有关信息介绍如下:
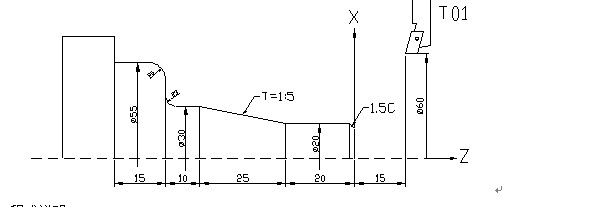
先让刀尖走到圆弧起点,再用g02或g03指令让刀尖走到圆弧终点即可。圆弧指令格式如下:g02x__z__r__f__ (顺时针圆弧插补);g03x__z__r__f__ (逆时针圆弧插补);以上的x__z__为圆弧终点坐标;r为圆弧半径陆告让,f为进给量。假设在圆弧起点上建立一个坐标系,i、j、k是圆心相对于圆弧起点的坐标值。数控加工中心编程指令:1、暂停指令:g04x(u)_/p_是指刀具暂停时间(进给停止,主轴不停止),地址p或x后的数值是暂停时间。x后面的数值要带小数点,否则以此数值的千分之一计算,以秒(s)为单位,p后面数值不能带小数点(即整数表示),以毫秒(ms)为单友郑位。 例如,g04x2.0;或g04x2000;暂停2秒g04p2000; 但在某些孔系加工指令中(如g82、g88及g89),为了保证孔底的精糙度,当刀具加工至孔底时需有暂停时间,此时只能用地址p表示,若用地址x表示,则控制系统认为x是x轴坐标值进行执行。 2、镜像指令:镜像加工指令m21、m22、m23。当只对x轴或y轴进行镜像时,切削时的走刀顺序(早局顺铣与逆铣),刀补方向,圆弧插补转向都会与实际程序相反,当同时对x轴和y轴进行镜像时,走刀顺序,刀补方向,圆弧插补转向均不变。 注意:使用镜像指令后必须用m23进行取消,以免影响后面的程序。在g90模式下,使用镜像或取消指令,都要回到工件坐标系原点才能使用。否则,数控系统无法计算后面的运动轨迹,会出现乱走刀现象。这时必须实行手动原点复归操作予以解决。主轴转向不随着镜像指令变化。3、圆弧插补指令:g02为顺时针插补,g03为逆时针插补,在xy平面中,格式如下:g02/g03x_y_i_k_f_或g02/g 03x_y_r_f_,其中x、y为圆弧终点坐标,i、j为圆弧起点到圆心在x、y轴上的增量值,r为圆弧半径,f为进给量。 在圆弧切削时注意,q≤180°,r为正值;q>180°,r为负值;i、k的指定也可用r指定,当两者同时被指定时,r指令优先,i、k无效;r不能做整圆切削,整圆切削只能用i、j、k编程,因为经过同一点,半径相同的圆有无数个。